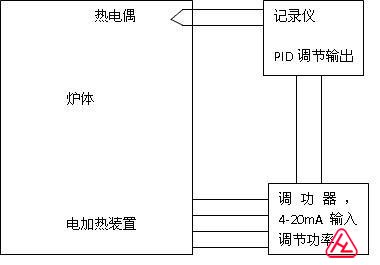
金属加工行业根据工艺需要对工件进行热处理。电阻炉是最常见的热处理装置,炉体内布置加热带,当电流通过加热带时加热带发热加热炉膛并使炉膛中的工件升温。不同工艺、工件对温度的要求各自不同。炉子保温过程温度要恒定,所以控制部分要通过PID调节精确的控制温度。
(责任编辑:admin) |
PID调节仪在电炉上的应用
时间:2006-12-29 19:22来源:未知 作者:-1 点击:次
金属加工行业根据工艺需要对工件进行热处理。电阻炉是最常见的热处理装置,炉体内布置加热带,当电流通过加热带时加热带发热加热炉膛并使炉膛中的工件升温。不同工艺、工件对温度的要求各自不同。炉子保温过程温度要恒定,所以控制部分要通过PID调节精确的控

------分隔线----------------------------
- 上一篇:数显表干扰现象解决措施
- 下一篇:无纸记录仪通用功能说明